Descrizione sistema - Optifitt-Press
5.3 Isolamento tecnico
Gli isolamenti tecnici allʼinterno di impianti tecnici per l’edilizia devono soddisfare diversi requisiti. A seconda del campo d’impiego, tali requisiti dipendono dalla finalità di protezione. Gli isolamenti non fungono da protezione contro la corrosione per i componenti dell’impianto. Se gli isolamenti sono bagnati creano, per le superfici metalliche isolate, condizioni di corrosione diverse. I materiali isolanti possono trattenere l’umidità molto a lungo. Al loro interno possono pertanto accumularsi sostanze corrosive come ioni di cloruro e di nitrato. Gli impianti di acqua potabile per acqua fredda e acqua calda devono essere isolati contro la perdita di calore, contro il riscaldamento dell’acqua e il rumore nonché contro la condensa superficiale. Negli impianti di riscaldamento, l’isolamento ha il compito di evitare il più possibile i processi di scambio termico. Laddove l’impianto assolve anche a una funzione di raffreddamento ≥ +4 °C è necessario prestare particolare attenzione alle leggi fisiche.
Per gli spessori minimi dell’isolamento devono essere rispettate le leggi cantonali sull’energia (basate sul MoPEC). Nel caso delle condutture idrosanitarie è necessario attenersi alla SIA 380.3, mentre per le condutture di riscaldamento e raffrescamento alla SIA 384/1. Ulteriori raccomandazioni sono contenute nell’ISOLSUISSE.
5.4 Protezione contro la corrosione esterna
La tabella seguente riporta esempi di possibili situazioni costruttive e le misure di protezione adeguate:
|
Situazione costruttiva |
Misure di protezione |
Situazione costruttiva senza misure di protezione |
Situazione costruttiva con misure di protezione |
|---|---|---|---|
|
Attraversamenti di pareti e pavimenti In presenza di attraversamenti di pareti e pavimenti sussiste il pericolo che, durante la fase di costruzione e asciugatura di pareti e pavimenti, l’umidità penetri nei tubi. Il calcestruzzo e altri materiali da costruzione possono contenere sostanze corrosive in grado di attaccare sia tubi in acciaio al carbonio sia tubi in acciaio inossidabile. |
Nelle zone di attraversamenti di pareti e soffitti, l’impianto deve essere adeguatamente protetto, ad esempio con una guaina di protezione 83200 o con una fascia 83204. Il rivestimento deve essere applicato in modo tale da estendersi oltre l’attraversamento in direzione dell’ambiente circostante – e alle estremità deve essere isolato contro l’infiltrazione di acqua, ad esempio con un nastro adesivo di chiusura 83208. |


|


|
|
Condutture in vista, regolare contatto con l’umidità Condutture in vista permanentemente o regolarmente esposte a umidità come, ad esempio, acqua di condensa o acqua gocciolante. |
Nel caso di impianti esposti regolarmente a umidità va adottata una delle misure seguenti: |

|

|
|
Acqua di condensa (temperatura inferiore al punto di rugiada) L’acqua di condensa si forma quando la temperatura superficiale di un componente raggiunge il punto di rugiada. Tale fenomeno è possibile soprattutto nei circuiti o nelle condutture di raffreddamento. Esempio: a una temperatura ambiente di 20 °C e un’umidità dell’aria del 75 %, il punto di rugiada si attesta a 15.44 °C (temperatura superficiale). La regolare presenza di umidità aumenta il rischio di danni da corrosione. |
|||
|
Posa incassata delle condutture, contatto con materiali da costruzione umidi contenenti cloruro I materiali da costruzione – ad esempio nei bettoncini – possono contenere sostanze che esercitano un’azione corrosiva sulle tubazioni non protette. Anche un’eventuale infiltrazione d’acqua durante la fase di costruzione può danneggiare le tubazioni. |
L’impianto deve essere protetto rendendolo privo di pori. A tale scopo si può, ad esempio, utilizzare la guaina di protezione 83200 abbinata al nastro adesivo di chiusura 83208 e alla fascia 83204. |

|

|
|
Posa delle condutture in ambienti con gas e vapori corrosivi Sono interessati gli ambienti con aria ad azione corrosiva come, ad esempio, aria arricchita con ammoniaca, acido nitrico, cloro, acidi cloridrici o gas serra contenenti CFC. Si tratta, ad esempio, di stalle, locali in cui vengono eseguiti processi galvanici, aree di piscine, latterie o caseifici, IDA o ambienti in cui vengono immagazzinati detergenti. |
Ove possibile è consigliabile prevedere una modifica nella posa delle condutture. Se tale modifica non è realizzabile, l’impianto deve essere dotato di una protezione adeguata. A tale scopo si può, ad esempio, utilizzare una vernice protettiva o la guaina di protezione 83200 abbinata al nastro adesivo di chiusura 83208 e alla fascia 83204. |

|

|
Protezione contro la corrosione esterna – situazioni costruttive e misure di protezione
In tutte le situazioni indicate, l’impianto (tubi e fitting) deve essere adeguatamente protetto con isolanti privi di cloruri. Soprattutto durante la fase di costruzione sussiste un rischio elevato che l’umidità possa infiltrarsi fino alle tubazioni non protette e, in seguito, provocare danni da corrosione.
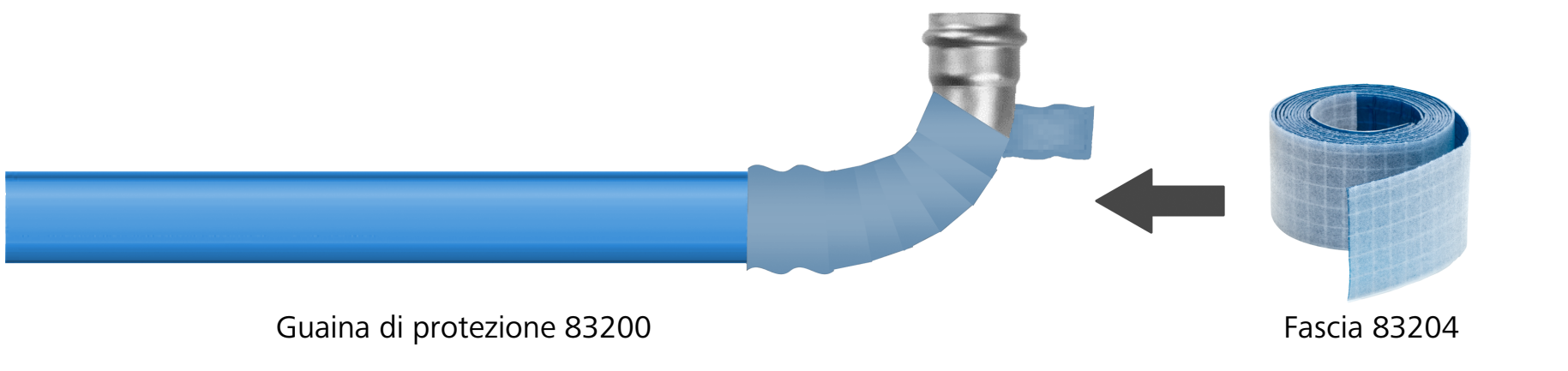
Nelle zone a rischio viene raccomandato l’impiego della guaina di protezione 83200.

Le estremità devono essere sigillate in modo da impedire l’infiltrazione di acqua sotto il rivestimento, ad esempio utilizzando il nastro adesivo di chiusura 83208.
5.5 Compensazione del potenziale
Le tubazioni in metallo presentano proprietà di conducibilità elettrica e devono pertanto essere considerate nella compensazione del potenziale.
Per evitare danni da corrosione causati da correnti di perdita è necessario osservare le seguenti avvertenze:
-
Quando si realizzano sistemi di condutture completi o parziali oppure quando essi vengono sostituiti nell’ambito di un risanamento, la compensazione del relativo potenziale deve essere verificata da un elettricista specializzato.
-
In linea di principio, per evitare fenomeni di corrosione le tubazioni metalliche non dovrebbero svolgere una funzione di messa a terra. Si veda anche il foglio d’istruzioni suissetec «Messa a terra tramite le condotte di allacciamento dell’immobile all’acqua».
-
Per la separazione elettrica degli impianti e per evitare le correnti di perdita è possibile impiegare il raccordo isolante Optipress-Aquaplus 81042 e, per i collegamenti a flangia, la bussola a colletto 81042.
5.6 Trasporto e immagazzinamento di tubi, fitting e rubinetteria
Per l’immagazzinamento e il trasporto dei componenti di sistema vanno osservate le seguenti avvertenze:
- Tenere i materiali al riparo dagli influssi ambientali (sporcizia, umidità, calore, gelo, raggi UV, sostanze chimiche).
- Provvedere a uno stoccaggio separato dei differenti materiali (W3/C2:2020, 7.4).
- Rimuovere gli imballaggi e i cappucci di protezione solo poco prima della lavorazione.
- Chiudere i componenti dell’impianto non pronti con cappucci e tappi di chiusura per impedire la penetrazione di sporcizia.
- Proteggere tubi, fitting e rubinetteria dalla penetrazione di impurità applicando tappi di chiusura o adottando misure similari.
5.7 Utensili
Con le pressatrici elettroidrauliche della

5.8 Tipi di tubi compatibili
I fitting Optifitt-Press sono compatibili con tubi filettati senza saldature oppure a saldatura longitudinale e con tubi bollitore nelle esecuzioni seguenti:
-
neri
-
zincati
-
con verniciatura industriale
-
con rivestimento a polvere
Il diametro esterno del tubo indicato nelle tabelle comprende un rivestimento.
|
Diametro esterno |
Diametro nominale |
Diametro esterno nominale |
Diametro esterno min. |
Diametro esterno max. |
Spessore parete |
Peso del tubo |
|---|---|---|---|---|---|---|
|
[pollici] |
[DN] |
[mm] |
[mm] |
[mm] |
[mm] |
[kg/m] |
|
⅜ |
10 |
17.2 |
16.7 |
17.5 |
2.9 |
1.0 |
|
½ |
15 |
21.3 |
21.0 |
21.8 |
3.2 |
1.4 |
|
¾ |
20 |
26.9 |
26.5 |
27.3 |
3.2 |
1.9 |
|
1 |
25 |
33.7 |
33.3 |
34.2 |
4.0 |
2.9 |
|
1¼ |
32 |
42.4 |
42.0 |
42.9 |
4.0 |
3.8 |
|
1½ |
40 |
48.3 |
47.9 |
48.8 |
4.0 |
4.4 |
|
2 |
50 |
60.3 |
59.7 |
60.8 |
4.5 |
6.2 |
Caratteristica dei tubi filettati – serie pesante H (EN 10255).
|
Diametro esterno |
Diametro nominale |
Diametro esterno nominale |
Diametro esterno min. |
Diametro esterno max. |
Spessore parete |
Peso del tubo |
|---|---|---|---|---|---|---|
|
[pollici] |
[DN] |
[mm] |
[mm] |
[mm] |
[mm] |
[kg/m] |
|
⅜ |
10 |
17.2 |
16.7 |
17.5 |
2.3 |
0.8 |
|
½ |
15 |
21.3 |
21.0 |
21.8 |
2.6 |
1.2 |
|
¾ |
20 |
26.9 |
26.5 |
27.3 |
2.6 |
1.6 |
|
1 |
25 |
33.7 |
33.3 |
34.2 |
3.2 |
2.4 |
|
1¼ |
32 |
42.4 |
42.0 |
42.9 |
3.2 |
3.1 |
|
1½ |
40 |
48.3 |
47.9 |
48.8 |
3.2 |
3.6 |
|
2 |
50 |
60.3 |
59.7 |
60.8 |
3.6 |
5.0 |
Caratteristica dei tubi filettati – serie media H (EN 10255).
|
Diametro esterno |
Diametro nominale |
Diametro esterno nominale |
Diametro esterno min. |
Diametro esterno max. |
Spessore parete |
Peso del tubo |
|---|---|---|---|---|---|---|
|
[pollici] |
[DN] |
[mm] |
[mm] |
[mm] |
[mm] |
[kg/m] |
|
⅜ |
10 |
17.2 |
16.7 |
17.4 |
2.0 |
0.7 |
|
½ |
15 |
21.3 |
21.0 |
21.7 |
2.3 |
1.1 |
|
¾ |
20 |
26.9 |
26.4 |
27.1 |
2.3 |
1.4 |
|
1 |
25 |
33.7 |
33.2 |
34.0 |
2.9 |
2.2 |
|
1¼ |
32 |
42.4 |
41.9 |
42.7 |
2.9 |
2.8 |
|
1½ |
40 |
48.3 |
47.8 |
48.6 |
2.9 |
3.3 |
|
2 |
50 |
60.3 |
59.6 |
60.7 |
3.2 |
4.5 |
Caratteristica dei tubi filettati – tipo di tubo L e L1 (EN 10255).
|
Diametro esterno |
Diametro nominale |
Diametro esterno nominale |
Diametro esterno min. |
Diametro esterno max. |
Spessore parete |
Peso del tubo |
|---|---|---|---|---|---|---|
|
[pollici] |
[DN] |
[mm] |
[mm] |
[mm] |
[mm] |
[kg/m] |
|
⅜ |
10 |
17.2 |
16.7 |
17.1 |
1.8 |
0.7 |
|
½ |
15 |
21.3 |
21.0 |
21.4 |
2.0 |
1.0 |
|
¾ |
20 |
26.9 |
26.4 |
26.9 |
2.3 |
1.4 |
|
1 |
25 |
33.7 |
33.2 |
33.8 |
2.6 |
2.0 |
|
1¼ |
32 |
42.4 |
41.9 |
42.5 |
2.6 |
2.5 |
|
1½ |
40 |
48.3 |
47.8 |
48.4 |
2.9 |
3.2 |
|
2 |
50 |
60.3 |
59.6 |
60.2 |
2.9 |
4.1 |
Caratteristica dei tubi filettati – tipo di tubo L2 (EN 10255).
|
Diametro esterno |
Diametro nominale |
Diametro esterno nominale |
Diametro esterno min. |
Diametro esterno max. |
Spessore parete [mm] |
Peso del tubo |
|---|---|---|---|---|---|---|
|
[pollici] |
[DN] |
[mm] |
[mm] |
[mm] |
[mm] |
[kg/m] |
|
⅜ |
10 |
17.2 |
16.7 |
17.7 |
1.8…4.5 |
0.7…1.4 |
|
½ |
15 |
21.3 |
20.8 |
21.8 |
2.0…5.0 |
0.9…2.0 |
|
¾ |
20 |
26.9 |
26.4 |
27.4 |
2.0…8.0 |
1.2…3.7 |
|
1 |
25 |
33.7 |
33.2 |
34.2 |
2.3…8.8 |
1.8…5.4 |
|
– |
32 |
38.0 |
37.5 |
38.5 |
2.6…10.0 |
2.3…6.9 |
|
1¼ |
32 |
42.4 |
41.9 |
42.9 |
2.6…10.0 |
2.6…8.0 |
|
– |
40 |
44.5 |
44.0 |
45.0 |
2.6…12.5 |
2.7…9.9 |
|
1½ |
40 |
48.3 |
47.8 |
48.8 |
2.6…12.5 |
2.9…11.0 |
|
– |
50 |
57.0 |
56.4 |
57.6 |
2.9…14.2 |
3.9…15.0 |
|
2 |
50 |
60.3 |
59.7 |
60.9 |
2.9…16.0 |
4.1…17.5 |
Caratteristica dei tubi bollitori – tubi in acciaio senza saldature (EN 10220/10216-1).
|
Diametro esterno |
Diametro nominale |
Diametro esterno nominale |
Diametro esterno min. |
Diametro esterno max. |
Spessore parete |
Peso del tubo |
|---|---|---|---|---|---|---|
|
[pollici] |
[DN] |
[mm] |
[mm] |
[mm] |
[mm] |
[kg/m] |
|
⅜ |
10 |
17.2 |
16.7 |
17.7 |
1.4…4.0 |
0.5…1.3 |
|
½ |
15 |
21.3 |
20.8 |
21.8 |
1.4…4.5 |
0.7…1.9 |
|
¾ |
20 |
26.9 |
26.4 |
27.4 |
1.4…5.0 |
0.9…2.7 |
|
1 |
25 |
33.7 |
33.2 |
34.2 |
1.4…8.0 |
1.1…5.1 |
|
– |
32 |
38.0 |
37.5 |
38.5 |
1.4…8.8 |
1.3…6.3 |
|
1¼ |
32 |
42.4 |
41.9 |
42.9 |
1.4…8.8 |
1.4…7.3 |
|
– |
40 |
44.5 |
44.0 |
45.0 |
1.4…8.8 |
1.5…7.8 |
|
1½ |
40 |
48.3 |
47.8 |
48.8 |
1.4…8.8 |
1.6…8.6 |
|
– |
50 |
57.0 |
56.4 |
57.6 |
1.4…10.0 |
1.9…11.6 |
|
2 |
50 |
60.3 |
59.7 |
60.9 |
1.4…10.0 |
2.0…12.4 |
Caratteristica dei tubi bollitori – tubi in acciaio a saldatura longitudinale (EN 10220/10217-1).
5.9 Fissaggio dei tubi
I tubi possono essere fissati con i braccialetti disponibili nel programma di fornitura della
Per il fissaggio dei tubi vanno osservati i punti seguenti:
-
L’isolamento acustico dei braccialetti deve essere dotato di inserti fonoisolanti privi di cloruri.
-
Negli impianti sprinkler a norma VdS, nessun componente del supporto del tubo può essere realizzato in materiale infiammabile (VdS CEA 4001, cap. 12).
-
Distanze di fissaggio eccessive possono produrre vibrazioni e, di conseguenza, rumore.
Ulteriori informazioni al riguardo sono reperibili nel documento della
|
DN |
R |
Diametro esterno del tubo |
Distanza di fissaggio* tubi in stanghe |
|---|---|---|---|
|
[mm] |
[m] |
||
|
10 |
⅜ |
17.2 |
2.25 |
|
15 |
½ |
21.3 |
2.75 |
|
20 |
¾ |
26.9 |
3.00 |
|
25 |
1 |
33.7 |
3.50 |
|
32 |
1¼ |
42.4 |
3.75 |
|
40 |
1½ |
48.3 |
4.00 |
|
50 |
2 |
60.3 |
4.00 |
|
* le distanze di fissaggio sono conformi alle direttive SES |
|||
Valori indicativi delle distanze di fissaggio
5.10 Posa dei tubi
5.10.1 Distanza minima tra due pressfitting
Durante la pressatura, se il tubo non è inserito nel pressfitting fino alla profondità d’innesto prevista, il collegamento può perdere la tenuta. Per garantire la tenuta ineccepibile del raccordo a pressare è necessario rispettare le seguenti distanze minime tra due pressfitting.
|

|
|
amin [mm] |
|
|---|---|
|
Ganasce da ⅜" a 1" |
5 |
|
Anelli di pressatura da ⅜" a 2" |
15 |
5.10.2 Spazio minimo necessario per il processo di pressatura
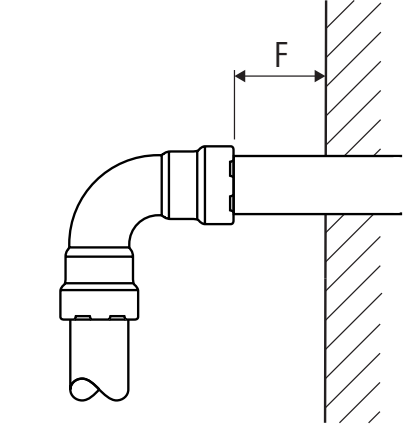
Per una posa a regola d’arte, in fase di progettazione è necessario tenere conto delle distanze minime tra le tubazioni e da pareti e soffitti.
|
Ganasce da ⅜" a 1": distanza minima da tubi e pareti |
||
|

|

|
|
|
Ganascia |
A |
B |
C |
D |
E |
F |
|---|---|---|---|---|---|---|
|
[pollici] |
[mm] |
|||||
|
⅜ |
30 |
70 |
35 |
50 |
80 |
20 |
|
½ |
30 |
70 |
35 |
50 |
80 |
|
|
¾ |
35 |
80 |
40 |
55 |
90 |
|
|
1 |
45 |
95 |
50 |
65 |
105 |
|
|
Anelli di pressatura da ⅜" a 2": distanza minima da tubi e pareti |
||
|

|

|
|
|
Anello di pressatura |
A |
B |
C |
D |
E |
F |
|---|---|---|---|---|---|---|
|
[pollici] |
[mm] |
|||||
|
⅜ |
60 |
75 |
60 |
80 |
75 |
50 |
|
½ |
||||||
|
¾ |
75 |
85 |
65 |
80 |
85 |
|
|
1¼ |
95 |
125 |
95 |
80 |
125 |
|
|
1½ |
105 |
135 |
105 |
80 |
135 |
|
|
2 |
105 |
140 |
105 |
80 |
140 |
|
5.11 Taglio a misura dei tubi
I tubi possono essere tagliati con un seghetto per metallo a dentatura fine, con un tagliatubi (acciaio inossidabile con lama speciale), con una sega circolare automatica o una sega a nastro (acciaio inossidabile con lame di taglio speciali).
Eventuali errori di lavorazione durante il taglio dei tubi possono causare danni da corrosione. È pertanto necessario osservare i punti seguenti:
-
Non è consentito l’utilizzo di lubrificanti.
-
Il taglio a misura dei tubi non può essere effettuato con un cannello ossidrico.
-
Il taglio a misura dei tubi può essere effettuato con smerigliatrici adatte.
-
Le decolorazioni dovute al calore (colori di ossidazione) dovute alla pressione o al numero di giri troppo elevato devono essere completamente eliminate.
-
Prima dell’inserimento nel pressfitting, le estremità del tubo devono essere sbavate esternamente e internamente nonché pulite.
-
La
Nussbaum raccomanda di utilizzare utensili specifici per il materiale da lavorare.
5.12 Preparazione dei tubi
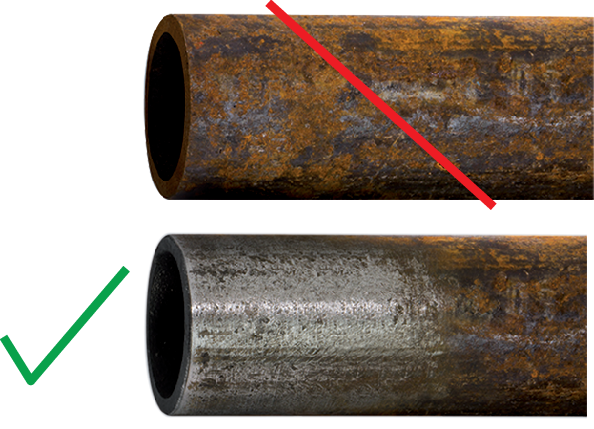
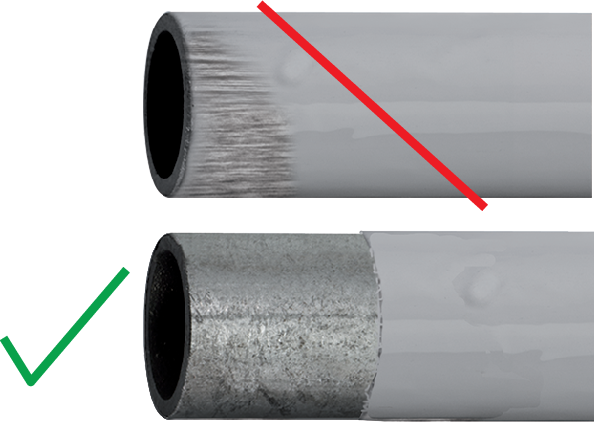
Per la realizzazione di raccordi a pressare di qualità ineccepibile sono necessari tubi integri con una superficie piana e pulita.
I tubi seguenti possono essere pressati senza precedente lavorazione.
|
|
Tubi neri non rivestiti |
|

|
Tubi zincati |
|

|
Tubi con rivestimento a polvere |
|
|
Tubi verniciati |
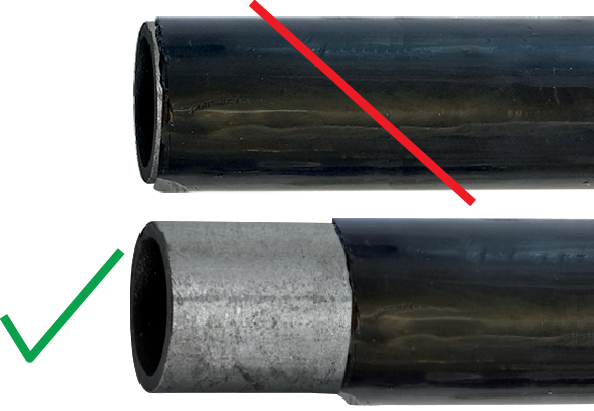
Le seguenti superfici dei tubi richiedono una lavorazione prima della pressatura.
|
|
Superficie del tubo corrosa
|
|
|
Superficie del tubo irregolare
|
|
|
Tubi con manicotto di protezione
|
Le estremità irregolari dei tubi possono causare collegamenti senza tenuta.
|

|
|
5.13 Realizzazione del collegamento Optifitt-Press
Le istruzioni per la realizzazione di un collegamento Optifitt-Press sono disponibili sul sito www.nussbaum.ch,👉 Istruzioni di montaggio 299.1.062.
5.14 Collegamenti filettati
Per i collegamenti filettati all’interno di un sistema d’installazione è necessario realizzare dapprima i collegamenti filettati e successivamente i raccordi a pressare al fine di evitare inutili tensioni da torsione.
Nel caso di collegamenti filettati in acciai inossidabili, se si utilizzano due materiali identici come, ad esempio, acciaio 1.4401 potrebbe verificarsi una saldatura a freddo o un grippaggio. Per evitare tali inconvenienti, i collegamenti di questo tipo devono essere dotati di un grasso idoneo.
Materiali isolanti contenenti cloruro utilizzati per l’impermeabilizzazione dei collegamenti filettati possono causare danni da corrosione. Per l’impermeabilizzazione di collegamenti filettati vanno pertanto impiegati esclusivamente canapa priva di cloro comunemente reperibile in commercio e materiali isolanti privi di cloruri. Non è consentito l’impiego di nastri ermetici per filettature in materiale sintetico, ad esempio in PTFE.
5.15 Collegamenti a flangia
Per i collegamenti a flangia o i raccordi nei sistemi d’installazione vanno sempre realizzati dapprima i collegamenti a flangia e i collegamenti a vite – successivamente i raccordi a pressare.
Nel caso di collegamenti a flangia con viti e dadi in acciai inossidabili, se si utilizzano due materiali identici come, ad esempio, acciaio 1.4401 potrebbe verificarsi una saldatura a freddo o un grippaggio. Per evitare tali inconvenienti, la
5.15.1 Realizzare collegamenti a flangia
- Prima dell’utilizzo pulire la superficie di tenuta e la guarnizione.
- Assicurarsi che la guarnizione sia posta correttamente sulla superficie di tenuta.
- Realizzare i collegamenti a vite. Utilizzare sempre tutte le viti e serrarle in sequenza a croce (vedi immagine).

5.16 Prova di pressione
Prima della messa in servizio è necessario eseguire una prova di pressione. Per le prove di tenuta di collegamenti della
Informazioni dettagliate sulla prova di pressione sono contenute nel documento
